c7官网
恒基
产品
案例
经典案例
物料加工
现场视频
服务
服务保障
服务范围
维护保养
动态
联系
全国服务热线
400-136-0076
破碎设备
筛分设备
移动破碎站
大型成套设备
维修保养
我们乐于奉献,贡献我们对设备保养的理论、经验;我们乐于互动,搜集整理每一位用户共享给我们的贴士、窍门。我们开创了这个技术园地,努力帮助每一位用户解决设备养护过程中出现的形形色色的问题…
圆锥破飞锥故障干货分享,原因及处理方法看过
所谓飞锥,通俗的讲就是圆锥破的动锥没有正常的摆动次数和摆动行程,及每分钟自转数超过了规定的转数。一般圆锥自转转速n=10-15r/min作为破碎机空载时的限定转速,当圆锥自转转速超过这个规定值时,就是飞锥。
当破碎机发生飞锥故障,会将球面轴承的油液甩出,进入破碎腔内的矿石就“乱飞”,破碎机就不能起到破碎矿石的作用。严重时,会导致主轴及其他部件损坏,影响正常工作。要想消除这种故障,应首先了解产生飞锥的原因,才能采取正确的检修措施。
飞锥产生原因有很多,且各种原因包含多种影响因素,相互交叉比较复杂,因此必须对每个影响因素具体分析,找出故障主要原因,提出预防措施。
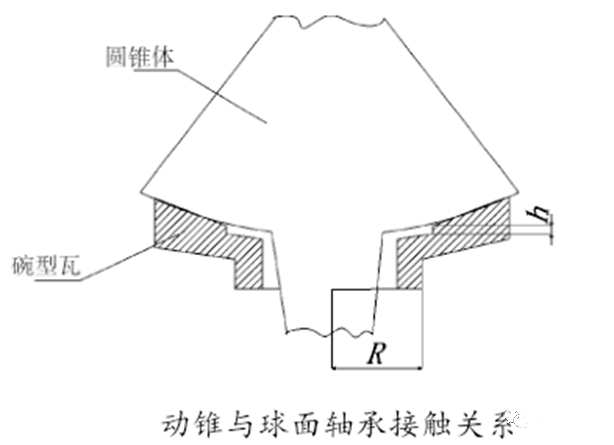
碗型瓦与圆锥球面配合不良
由于破碎机长期工作在多粉尘、振动大的环境中,动锥球面躯体长期磨损碗型瓦,使碗型瓦的厚度逐渐减少,碗型瓦内圈接触,动锥下降,从而破坏了动锥稳定工作的条件,改变了圆锥体的正常运转轨迹。
当设备运转时,主轴便会与锥衬套下部碰撞接触,产生应力集中,使锥衬套下端磨损速度增加,发生胶合,甚至破裂,导致飞锥。
为保证圆锥运转正常,必须使整个碗型瓦接触面积的三分之二在外圈,三分之一的里圈与锥面不可接触,使主轴与锥衬套沿锥衬套高度上部接触,在检修破碎机时,观察各接触表面的磨损情况。如果球面轴承与动锥球面不是沿其外圈接触,而是沿其里圈接触,圆锥主轴与锥衬套在下部接触,则可认为飞锥的产生与球面轴承和动锥球面接触不正常有关,主要解决措施有:
①增大碗型瓦内圈凹槽面积,其接触带宽度为(0.3R-0.5R)(R为球面轴承中心线到外球的水平半径),凹槽深度h=6.5mm。
②对球型瓦内圈进行刮研加工处理,接触点在25mm*25mm面积上不少于3-5点,不接触部分的楔形间隙0.3-0.5mm。这样加工装配后,保证球面外部大面积接触即可。
圆锥主轴与锥衬套的接触不良
锥衬套与主轴接触特点是上口轴颈大而装配间隙小,下口轴径小而装配间隙大,主轴与锥衬套沿全长均匀接触或沿锥衬套的上半部均匀接触,这时圆锥可以稳定的正常运转。当偏心轴套在直衬套中偏斜使主轴与锥衬套接触状态不良时,就会造成飞锥及衬套碎裂。
造成偏心轴套偏斜有以下几个原因:
(1)破碎机机体安装不到位。
机体的水平度误差和中心的垂直度误差必须精准测量,其水平度公差每米长度内不应大于0.1mm。垂直度是以中心套筒内孔中心线为基准,用悬锤检测,垂直度允许偏差不大于0.15%。水平度和垂直度的超差,会损坏破碎机内各传动部件,此情况必须重新对破碎机进行基础垂直及水平找正,调整各组垫板,用电焊将垫板点住,再紧固地脚螺栓并浇灌水泥。
(2)止推盘磨损不均匀。
因外圈线速度大,使其磨损也比里圈严重,使偏心轴套偏斜。而偏心轴套的偏斜又加重了它们外圈的磨损,两者相互影响使磨损更加严重,偏斜也就越厉害。
因此在日常检修中,定期对止推盘进行拆检,发现磨损时,按其标准尺寸“长肉”再车床加工至标准尺寸方可继续使用。
(3)调整伞齿轮间隙垫片薄厚不均。
在调整齿间隙时,加在止推盘下的垫片厚度不均,或安装时垫片中间有杂物混入时,使偏心轴套偏斜。因此在对破碎机进行检修时,将地缸套筒密封,防止灰尘及杂物进入,加装垫片时用布擦拭干净。
(4)止推盘安装不当。
因安装上止推盘时,圆销没有完全进入偏心轴套底部销孔而使之斜倾。所以每次测量好止推盘深度尺寸,在圆销相应位置进行标记,保证完全装配。
各部件之间的间隙大小不当
破碎机主要安装间隙包括机体套与竖轴、主轴与锥衬套之间的间隙。破碎机正常运转时,各个摩擦面之间要形成可靠的润滑油膜,以补偿部件的制造和装配误差防止热膨胀和变形,各表面之间必须有合适的间隙。
其中机体套间隙为3.8-4.2mm,锥衬套上口间隙是3.0-3.8mm下口间隙是9.0-10.4mm,使之形成上口小下口大的间隙。间隙太小,容易发热而引起飞锥;间隙太大,会产生冲击振动,极大降低各部件的使用寿命。因此每次安装时运用压铅法测量各部位间隙尺寸,满足其参数要求。
润滑不良
破碎机在运转过程中,相互接触又有相对运动的各表面之间产生的摩擦需润滑油液的介入形成流体动力润滑。对机器进行充分的润滑会改善零件之间的摩擦状况,减少磨损,保证机器的正常运转。但如果润滑系统的油温、油压、油量不够,特别是破碎机工作环境恶劣,粉尘大,防尘系统如不能起到应有作用,会严重污染润滑油,无法形成油膜,这样润滑油不但没有起到润滑作用,反而会加剧接触面的磨损而造成飞锥。
为避免因润滑不良导致飞锥,要定期检查润滑站油质,当NAS1638高于8级时,使用滤油机清洁润滑油;定期对圆锥防尘圈、防尘海绵及防尘垫圈进行检查,有磨损或裂纹及时更换以最大限度降尘防尘;加强日常点巡检及岗位操作,破碎机启动前必须检查防尘水是否开启,防止灰尘进入润滑油中。
通过以上故障分析并采用相应措施,可有效预防和解决圆锥破飞锥故障,同时严格规范日常操作、维护和检修,加强设备管理和现场维护,把握住各个环节的质量关,正确使用、精心维护保养,有效避免飞锥故障发生,甚至不发生
上一篇:
生产线运转不畅如何去维护
下一篇:
遇到振动筛无法启动或启动时跳动大应当如何解
< 返回列表
扫一扫咨询微信客服
0711-3600076
微信号:hengji2022
扫微信咨询
华球体育-华球(中国)公司
|
华体体育-官方网站入口
|
大阳城
|
ag电竞官网
|
爱发·体育(China)官方网站
|
百盈体育·有限责任公司
|
新利买球 v2.1.3(中国)有限公司
|
亚搏在线(扬州)有限公司
|
威廉体育(中国)股份有限公司
|



 扫一扫咨询微信客服
扫一扫咨询微信客服



